Citation
(2011), "Ariane rocket nozzles welded using british laser vision system", Assembly Automation, Vol. 31 No. 1. https://doi.org/10.1108/aa.2011.03331aab.003
Publisher
:Emerald Group Publishing Limited
Copyright © 2011, Emerald Group Publishing Limited
Ariane rocket nozzles welded using british laser vision system
Article Type: News From: Assembly Automation, Volume 31, Issue 1
Europe’s Ariane 5 rocket made its 50th flight from the Kourou spaceport in French Guiana on May 21, 2010, carrying two telecommunications satellites with a combined mass of almost eight tonnes. One of Britain’s contributions to the successful launch was the vision equipment that enabled robotic welding of the rocket’s upper stage nozzle.
Supplied by Oxfordshire manufacturer, Meta Vision Systems, the laser-based tracking system is able to detect and follow a joint even when there is no discernable gap or step. This attribute was instrumental in the company winning a prestigious repeat order to assist in automating the production process.
Called Meta Scout, the equipment was specified by Astrium GmbH, located in Ottobrunn, near Munich, which is a major contractor to EADS for the Ariane 5. The company selected the sensor due to the faultless operation of an earlier version of the laser vision system, which is still operational today despite having been supplied over 20 years ago.
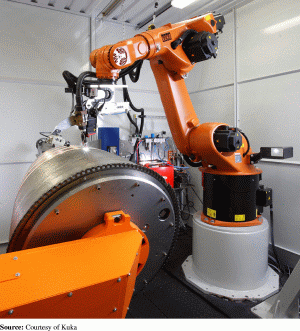
Kuka (Figure 2) was the robot supplier chosen to undertake the latest turnkey project to take over automated TIG (tungsten inert gas) welding of Ariane 5 nozzles. Each one is fabricated from 242 nickel alloy tubes, approximately 4 mm square and of 0.32 mm wall thickness, so that the nozzle can be regeneratively dump-cooled in flight by liquid hydrogen.
Before welding, the nozzle profile is created by bundling the tubes together and spiral winding them around a copper-coated aluminum mandrel. The tubes are held together with binding wire, which is unwound step-by-step as welding proceeds. Total welded seam length in each nozzle is approximately 730 metres.
The width of each tube varies slightly along its length to optimise coolant flow and enable uniform heat distribution. During a majority of the welding process, which does not use any filler material and therefore does not add weight to the nozzle, the Meta-Scout is able to resolve the seam between adjacent tubes and follow it conventionally. However, the square profile of the tubes near the engine end is flattened to achieve the correct fit, with the result that there is no visible feature to track.
It is here that the sensor uses its novel “zero gap” functionality to direct the robotically deployed torch to weld the joints. Five laser lines projected onto the workpiece surface allow measurements in six degrees of freedom, three orthogonal and three rotational.
A structured light technique together with grey level vision analysis determines seam position, height and orientation with respect to the tool, despite the absence of a physical feature. The only provisos are that the material either side of the gap must have similar machined finishes and the sensor has to be positioned at close to 90° to the surface.
Advanced planning software allows the non-linear path to be predicted and followed to an accuracy of 0.1 mm. The robot is guided in real time, without the need to carry out a laborious teach-in process. Only the start of the joint and the search direction need to be entered.
Weld parameters are automatically selected to suit the measured gap dimensions. A calibration system aligns the sensor with the welding torch and calculates any deviation of the tool center point (TCP), which is automatically corrected by the robot controller. The automated welding process can be monitored on a screen located outside the enclosed cell in which the equipment is installed.
A video of the automated TIG welding process in action may be seen at: www.youtube.com/watch?v=uEi-Y_lo9xY
Other Meta Scout sensors in use, where the butt joints to be welded have no gap or height difference, are to be found in France for the manufacture of ducts for the Airbus A380 and in the reconditioning of land-based turbine rings by a customer in the USA.