Citation
(2009), "Volkswagen verifies and optimizes engine sand core parts using Metris laser scanning", Assembly Automation, Vol. 29 No. 3. https://doi.org/10.1108/aa.2009.03329caf.002
Publisher
:Emerald Group Publishing Limited
Copyright © 2009, Emerald Group Publishing Limited
Volkswagen verifies and optimizes engine sand core parts using Metris laser scanning
Article Type: Mini features From: Assembly Automation, Volume 29, Issue 3
Volkswagen’s foundry in Hannover, Germany, uses Metris laser scanning to inspect the geometry of sand core parts used in the production of molded aluminium engine parts. A Capability Maturity Model (CMM)-mounted laser scanner accurately captures the fragile sand grain surfaces of entire sand core parts, a task delivering unsatisfactory results through touch probe measurements. Reports containing graphic geometric deviations help Volkswagen instantly evaluate the quality of the entire sand core surface, providing consistent and more reliable quality monitoring of sand core production equipment. In addition, the laser scanner’s capability to accurately inspect complex free-form parts showed great added value in optimizing sand core geometry, saving time, effort and cost by avoiding design iteration during aluminium part production.
Non-contact inspection of sand core parts
The Volkswagen foundry in Hannover yearly produces over 1.5 million cylinder heads and 1.3 million intake manifolds, among other parts, for use in engine manufacturing at Volkswagen, Audi and Bentley. In Hannover, these aluminium engine parts are manufactured using the so-called “hot box” sand core production method. Non-stop use of the same casting molds inevitably leads to slight wear after producing thousands of sand core units. To monitor the quality of sand core production equipment, Volkswagen quality assurance engineers regularly verify the geometry of sand core parts. According to a predefined number of sand core units, they subject sand core samples to full 3D geometric inspection. A CMM-mounted Metris LC50 laser scanner accurately scans the entire surface of the inspected parts by capturing tens of thousands of point measurements a second (Figures 3 and 4).

The Metris LC50 laser stripe scanner is specifically developed for scanning large parts at high speed. Therefore, the complete inspection-to-reporting procedure only takes about 30 min for most free-form parts. The interface between the Metris laser scanner and the CMM is a 5-axes Renishaw PH10 interface. This unit allows the laser scanner head to be positioned under different angles, facilitating access to surface sections that are more difficult to reach. Volkswagen metrology engineers use Metris focus software to define the CMM-operated path the scanner follows during the scanning procedure. They either program the scan path online at the CMM or off-line on the basis of the CAD representation of the part. Compared with complex tactile probe programming, scan path definition for a CMM-mounted laser scanner is fairly straightforward. This is because the CMM only needs to move the scanner from one point to another to perform a partial scan, following a linear or polygonal motion path. The result of a sand core scan is a cloud of millions of measured points, which altogether represents a digital 3D copy of the scanned surface.
A workflow-based non-contact process solution
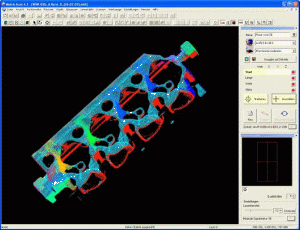
After performing point cloud processing actions – such as point reduction, meshing, shading and feature detection – Volkswagen engineers align the measured sand core surface to the original CAD model. When the measured and the nominal sand core shapes are aligned for best fit, they run an automatic comparison between both. As color-coded areas clearly mark sections that are out of geometric tolerance, surface irregularities immediately attract the attention. Insight at this in-depth level enables them to analyze the wear of the casting molds that produce the sand cores. They save this kind of information as part of graphic inspection reports, which they can easily share among internal and external parties for discussion and decision-making purposes (Figures 5 and 6).


Quick and reliable quality assurance guaranteed
“Metris laser scanning is very effective in evaluating the geometric quality of the entire sand core parts”, stated Frank Jeltsch, Metrology Technician at Volkswagen in Hannover, Germany. “The sand grain surface makes it difficult to perform reliable touch probe measurements. Therefore, non-contact Metris technology is ideally suited to support efficient and accurate quality control on sand core structures. Our Metris laser scanner provides reliable geometric results because it offers measurement accuracy of approximately 20 micron, which is far beyond the 200 micron diameter of a single sand grain”.
“This digital graphic approach enables us to really capture the texture of the sand core surface and detect the slightest degree of wear of the tool (core box) that forms the sand cores. Now we literally see the entire shape of the part, and with part-to-CAD comparison we are able to drill down to consistently trace local geometric surface imperfections. This kind of quality assurance is an important asset in maintaining high-quality manufacturing of sand core and aluminium parts”.
Besides, offering a much more comprehensive level of geometric quality assurance, the Metris laser scanner helped move geometric quality assurance upstream in the process. Where laser scanning is currently executed on sand core structures, previously tactile measurements only delivered satisfactory results on aluminium parts, once they became available. Tactile measurements only provided geometric information regarding selected inspection locations, but no data from concerning areas the touch probe was unable to access. Based on the partial information that became available, serious effort was required to numerically detect surface imperfections.
Improving sand core production methodology
Laser scanning also helped establish improved sand core production methodology. After deploying Metris laser scanning, Volkswagen quality assurance engineers consistently identified slight bending in sand core structures for producing engine water jackets. Further investigation pointed out that during sand core production, water jacket sand cores had the tendency to slightly bend. “Laser scanning results were indispensible in tracing the bending”, Frank Jeltsch explained. “And during the evaluation of potential solutions to overcome the bending, laser scanning helped us pick the solution that yielded the best results”.
“The end result of this process change is serial sand core production that produces accurate and perfectly straight engine water jacket sand core units”, Frank Jeltsch stated. “In this way, sand core prototype geometry can be optimized on sand core level, rather than on aluminium parts produced on the basis of sand cores. Over a longer period, this avoids iteration cycles during the aluminium casting stage, translating into reduced machining scrap as well as considerable savings in terms of cost, time and effort”.